



印刷表面质量检测与颜色测量方案
来源:网络2015年08月14日
在印刷过程中,由于印刷机结构及印刷工艺等原因,会导致印品出现滋墨、墨点、墨道、浅印、浅点、浅道、拉丝、套印不准、颜色偏差等缺陷,影响产品的质量。机器视觉经过近几年的发展,在印刷品表面质量检测与颜色测量中应用越来越广泛,利用机器视觉系统来代替人进行印刷品缺陷检测可以提高生产效率、降低生产成本。本方案在印品表面质量检测及颜色测量领域中的技术积累,给出了一个印品检测通用型的解决方案。本方案可利用通用化的系统模块、检测模块、测量模块快速地完成不同检测要求的组装。本方案系统组装简单、检测模块可灵活配置。
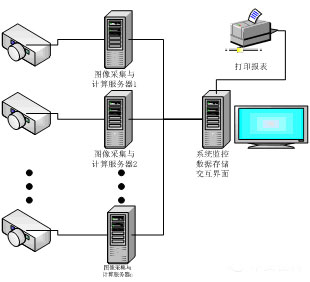
1、系统方案:分布式、模块化、通用性。方案中的图像采集系统已模块化,可根据检测幅面、检测精度、检测速度、工作距离等配置。软件框架支持分布式计算,可根据要求部署图像处理模块。
2、 检测与测量系统方案
2.1 建模
设置各种检测区、定位核、检测算法所需要的参数。定位核及检测区可自动选取或人工选取。
2.2 缺陷检测
通用型检测:检测灰度或颜色差异比较大、面积稍大的各种缺陷。
通过定位校正实时图像与模板图像的位置偏差,把校正后的图像与标准模板比较,得到差异点,对差异点进行连通性分析得到BLOB、对BLOB进行面积、占空比、能量等形状特征分析识别缺陷。针对型检测:拉丝、浅脏、散斑、串色,这类缺陷通用型检测难以检查出来,需要针对性提取其的特征才能查出来。
拉丝:一般只有一两个像素宽度,但是长度较长,颜色较浅,基于点对点比较的通用性算法难以检测这类缺陷,需要从不同颜色分量、纹理、对比度、纵向低频横向高频等多个维度提取特征进行检测。浅脏:这类缺陷颜色较浅、面积较大,但是如果转换到另一个颜色空间,则缺陷会明显的突出出来,这类缺陷需要进行特殊的颜色转换才能查出来。散斑:这类缺陷表现为不连续,单个斑点缺陷不大,但是联合起则较大,对于距离一两个像素较近的散斑,则通过数学形态学的方法可以解决,距离较大的散斑则可通过颜色及距离两个维度进行聚类。颜色测量在印刷过程中由于不同墨键位置上墨量不同、不同区域版压不同、不同时间温度不同会导致印出产品颜色与标准样有一定的差异。
通过标准白板及专有色卡对采集系统进行标定得到RGB到LAB空间的颜色转换模型,把实时印品不同区域不同颜色的LAB值与标准样本对应区的LAB值比较得到色差△E。
3 、集成控制界面
集成控制界面主要完成系统初始化、硬件状态监控、检测结果显示、采集图像实时显示、实时参数调整、数据存储、数据查询浏览、打印报表等功能。
4 、应用范围 本方案的图像采集系统、计算机配置、软件框架、算法模块均采用模块化设计,可灵活配置,适用于不同的幅面宽度、不同的运行速度、不同的精度要求、不同的印刷内容及材料。另外本方案还根据实际需要可选配OCR,OCV模块,可以更好地满足生产检测要求。
本方案适用的配套机型及现场条件:印后离线检测应用:单张纸检品机、卷筒纸检品机(不同幅宽及速度)印刷在线检测应用:各种常见的胶印机、凹印机、柔印机、丝印机、印码机
本方案适用的产品类型: 钞票及票据:各个品种的人民币、各种税票、存折、护照、彩票等包装印刷:烟包、药品包装、化妆品包装、金属类包装、软包装等标签印刷:各类不干胶标签如电子标、日化标、烟标
其它印刷品检测:报纸、书刊、宣传品、扑克牌、IC卡等本方案的一些特殊算法还适用于无图案的表面检测:各种薄膜、玻璃、纸张、金属板材、无纺布等。
上一条: 太阳能电池片隐裂缺陷及检测识别方法
下一条: 坯布表面质量检测系统
